

Les sites industriels, petits ou grands, sont confrontés à la hausse brutale des coûts de l’énergie et des matières premières, à une pression concurrentielle accrue venant souvent de pays à bas coûts de main-d’œuvre, mais aussi aux exigences réglementaires ou normatives. Les solutions de Smart Industrie telles que l’électrification des process, la digitalisation, l’Internet des Objets (IIoT), l’automatisation et la robotique, mais aussi l’utilisation de l’intelligence artificielle et des jumeaux numériques vont permettre de renforcer la performance globale et d’accroître la compétitivité de ces sites industriels.
Aujourd’hui, l’industrie doit faire face à l’augmentation des prix des énergies et des matières premières, à une demande de clients pour des produits plus individualisés et durables, ainsi qu’à une évolution des normes et réglementations et une concurrence mondialisée.
Selon le dernier rapport 2025 de Rockwell Automation sur la situation de la fabrication intelligente dans les entreprises, « les dirigeants ne considèrent plus la transformation numérique comme une simple initiative, mais comme le système d’exploitation de l’entreprise industrielle moderne. Les fabricants ne se contentent pas d’adopter la technologie ; ils maîtrisent son utilisation. Ils mettent en place des opérations qui anticipent les conditions, automatisent les décisions et fournissent des informations en temps réel. Ils investissent non seulement dans l’IA et les technologies avancées, mais aussi dans des environnements sécurisés et interopérables qui rendent l’intelligence exploitable. Ils dotent également leurs équipes d’outils qui amplifient le jugement et accélèrent l’apprentissage », constate Blake Moret, président et directeur général de Rockwell Automation.
Cette situation renforce la nécessité d’une transformation digitale liée à l’électrification des process, à la mise en œuvre de nouvelles solutions telles que la robotique et l’automatisation des process. Des technologies avancées comme l’intelligence artificielle et l’apprentissage automatique amélioreront avec une précision inégalée le contrôle en temps réel des variables commerciales, d’exploitation et de durabilité critiques.
Cette évolution est accompagnée par la mise à disposition d’équipements de mesure, de contrôle, de protection et d’automatisation adaptés à ces changements industriels. L’offre autour de l’IA, du jumeau numérique et des logiciels de contrôle sur site ou à distance adaptée à tous les secteurs industriels va permettre d’optimiser les processus, mais aussi de garantir la cybersécurité des sites.
L’objectif est une industrie plus efficiente, plus durable et résiliente.
L’électrification de l’industrie progresse avec un objectif de 60 % en 2050
L’électrification de l’industrie doit permettre à la fois de décarboner, d’intégrer davantage les énergies renouvelables et d’adapter les sites aux exigences de qualité, tout en répondant aux défis économiques et réglementaires à venir. Les industriels l’ont déjà compris puisque les énergies fossiles ont reculé et l’électricité a progressé, même si les industries lourdes restent encore dépendantes des systèmes thermiques classiques et du pétrole ou du gaz.
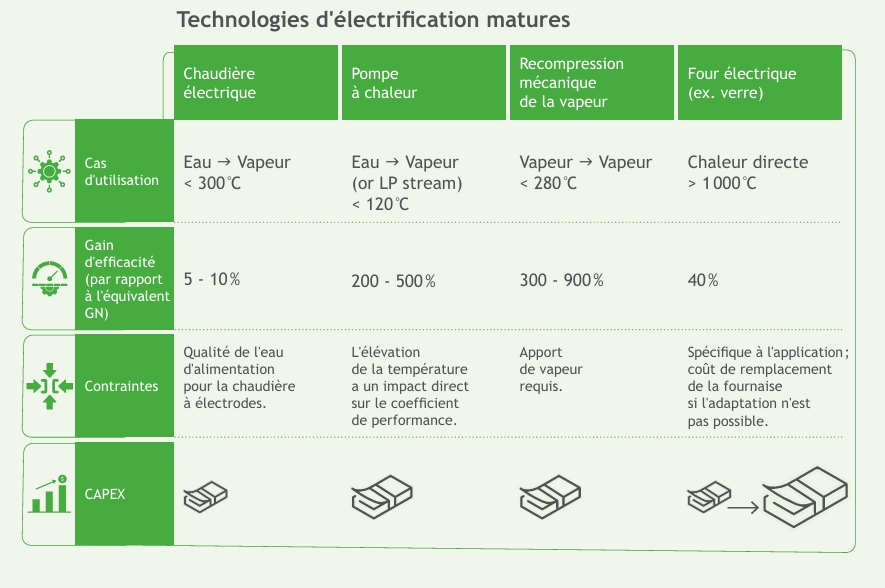
Dans l’industrie, 70 % des usages énergétiques servent à produire de la chaleur (cuire, sécher, distiller). La plupart peuvent être électrifiés avec des technologies matures : pompes à chaleur industrielles, chaudières électriques, compresseurs mécaniques de vapeur.
Objectifs : de 37 % d’électricité dans l’industrie en 2023, 47 % visés dès 2030 et 57 % à l’horizon 2050.
Comme le note Aymeric Renaud, président de Schneider Electric France, « électrifier l’industrie n’a jamais été aussi nécessaire. Dans une économie mise sous tension par les crises énergétiques, la volatilité des prix et la pression climatique, l’électricité est devenue une manière de reprendre le contrôle. En France, surtout, puisque l’électricité est une énergie décarbonée à plus de 95 %, produite sur notre territoire avec des prix moins volatils que ceux du gaz. Avec aussi des capacités de pilotage et d’optimisation uniques. Autrement dit : une opportunité pour les industriels d’anticiper plutôt que de subir. Mais derrière cette grande décision se cache une myriade de questionnements.
Dans de nombreux secteurs, l’électrification est possible, les technologies existent et apportent des gains réels. L’électrification n’est pas seulement une réponse aux défis actuels. C’est une opportunité pour regagner en compétitivité, sécuriser son avenir et faire de la résilience un avantage stratégique.
Chez Schneider Electric, nous sommes engagés pour que nos usines soient de plus en plus électrifiées, de mieux en mieux pilotées et servent de laboratoires vivants. Nous avons expérimenté, ajusté, parfois essuyé des revers, mais chaque étape a renforcé notre expertise. C’est cette double posture – leader technologique et industriel – qui fait notre force ».

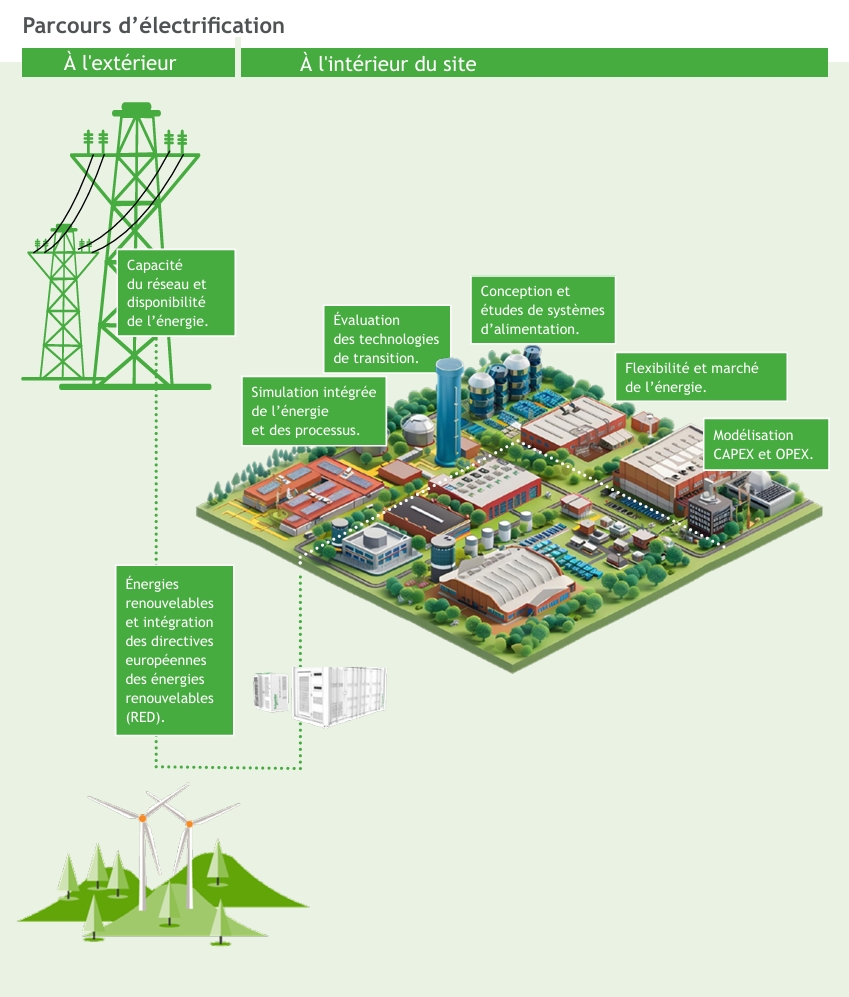
Pour aider les entreprises à améliorer leur efficacité énergétique et à intégrer le développement durable dans leurs activités, notamment grâce à l’électrification, Schneider Electric a créé Schneider Electric Advisory Services, des consultants dédiés à l’électrification, sous la bannière Process Electrification Practice (PEP). À l’intersection de la transition énergétique, de la transformation digitale et de la performance industrielle, les experts PEP combinent l’expertise métier, des capacités de simulation et des gammes de technologies d’électrification. Ils accompagnent les industriels depuis l’analyse de leur paysage énergétique jusqu’à la définition de feuilles de route sur mesure.
Comment préparer cette électrification des process industriels
Cette électrification des procédés et des systèmes d’énergie peut se heurter à une difficulté, les ingénieurs « procédés » ne communiquant pas assez avec les ingénieurs dédiés à « l’électrique ». Pour résoudre ce problème, Schneider Electric propose une solution dite « co-simulation » qui consiste à combiner simultanément des simulations de puissance (électrique) et de procédés dans un modèle unifié qui échange des données en temps réel, pour fournir une vue globale et dynamique de l’usine.
« C’est l’objet de la solution EcoStruxure™ Integrated Power & Process Simulation, qui exploite à la fois des logiciels AVEVA côté procédés thermiques et ETAP côté réseau électrique, pour réaliser une analyse croisée des interactions entre systèmes électriques et procédés, optimiser la conception et les flux d’énergie et intégrer de nouvelles technologies (hydrogène, gestion intelligente de l’énergie…) pour apporter une aide à la décision et maîtriser les coûts.
Simulation Power & Process est donc une technologie structurante pour les industriels confrontés à l’électrification afin d’optimiser la conception et le dimensionnement de l’infrastructure électrique avant d’investir. »
Cette électrification peut passer par une approche « hybride », alors que beaucoup d’industriels associent encore l’électrification de leur usine au remplacement de tous leurs équipements et à un besoin massif de puissance réseau qui risque de paralyser la production. L’approche hybride permet d’électrifier plus sereinement, tout en permettant de gagner en efficacité, mais aussi de faire des économies de coût en exploitation et en CO2, sans attendre un nouvel accès au réseau. L’idée ? Conserver une source d’énergie fossile, en général le gaz, pour les pics de charge ou les besoins de très haute température, tout en installant des équipements électriques, par exemple des pompes à chaleur industrielles ou des chaudières électriques, pour la charge de base. En d’autres termes, il s’agit d’installer une capacité électrique qui va couvrir 80 % du besoin annuel par exemple, c’est-à-dire la base, tout en gardant le gaz pour les 20 % restants, c’est-à-dire les pics de froid ou de production. Les technologies d’électrification matures ne sont pas nombreuses aujourd’hui. Pour l’industriel, il convient de choisir celle qui sera la plus bénéfique, avec la même qualité.
Des équipements pour faciliter et améliorer cette électrification des process
Dans le cadre du salon Global Industrie 2026, vitrine technologique qui réunit l’ensemble des acteurs de l’industrie, Schneider Electric a exposé son savoir-faire et ses solutions pour l’avenir :
- MCSeT pour l’électrification de l’industrie : nouveau tableau primaire HTA connecté, isolé dans l’air, qui permet de surveiller en temps réel les équipements grâce à des capteurs intégrés, protéger les opérateurs contre les accidents et éviter les arrêts de production ou les coupures de courant imprévues, tout en préparant les exploitants aux exigences réglementaires et opérationnelles de demain grâce à l’élimination du gaz SF6.
- Modicon Edge I/O NTS pour la transformation digitale : système d’entrées/sorties déportées IP20 nouvelle génération, conçu pour l’agrégation de données en périphérie et prêt pour les futurs défis, notamment en termes de cybersécurité.
- TeSys Deca Snap-in pour l’automatisation de la production : nouvelle génération de contacteurs moteurs et disjoncteurs-protecteurs qui permet d’accélérer les cadences de production et de garantir une fiabilité absolue tout en réduisant la consommation énergétique.
- ATH200/ATH600 pour l’efficacité énergétique des machines et bâtiments : nouveaux variateurs de vitesse spécialisés pour le secteur CVC (chauffage, ventilation, climatisation) qui optimisent la commande des fluides jusqu’à 250 kW tout en intégrant des fonctions de sécurité incendie, de cybersécurité et une compatibilité avec les nouveaux réfrigérants à faible impact environnemental.

Nouvel automate programmable Modicon Edge I/O NTS de Schneider Electric. © Schneider Electric
ABB lance la nouvelle génération du disjoncteur ouvert Emax 3 destiné aux grandes installations à forte demande d’énergie, notamment les datacenters, les sites de production et industries de pointe et les infrastructures critiques telles que les hôpitaux et les aéroports. L’Emax 3 est conçu pour répondre aux préoccupations croissantes concernant la stabilité du réseau, la cybersécurité et les besoins énergétiques croissants de l’intelligence artificielle (IA) dans les datacenters.

Successeur du disjoncteur Emax 2, l’Emax 3 intègre une technologie de pointe qui réduit les risques de coupure de courant. Doté de capteurs de puissance et des outils d’analyse de données les plus précis du marché, l’Emax 3 collecte et analyse en temps réel les données du système électrique, notamment la consommation d’énergie, l’état du système ainsi que les conditions environnementales comme la température. Ces informations sont accessibles à distance ou sur l’écran tactile de l’Emax 3, fournissant ainsi aux utilisateurs des données en temps réel, des alertes et des recommandations pour une maintenance précise.
L’Emax 3 est le premier disjoncteur ouvert au monde à bénéficier d’une certification de cybersécurité de niveau 2 (SL2) selon la norme IEC 62443. Il est également le premier à intégrer un système de détection d’arc électrique pour une sécurité et une fiabilité accrues.
ABB a développé de nouvelles gammes de cellules moyenne tension sans hexafluorure de soufre (SF6), un gaz à effet de serre particulièrement nocif. L’UniSec Air est un tableau modulaire isolé dans l’air sans SF6, conçu pour la distribution secondaire HTA jusqu’à 24 kV.
ABB déploie son programme EcoSolutions™ qui « ouvre la voie à l’économie circulaire » : chaque produit est évalué sur 4 phases de son cycle de vie (conception, production, usage, fin de vie) et dispose d’une déclaration environnementale de produit (EPD ou fiche Pep en France) vérifiée par un tiers indépendant (ISO 14025 Type III), accessible via QR code. L’Objectif d’ABB est clair : couvrir 80 % de ses ventes mondiales d’ici 2030 (41 % atteints fin 2024, soit 3 milliards $ de revenus couverts). Les disjoncteurs Emax 2, Tmax XT et les moteurs SynRM IE5 sont déjà labellisés EcoSolutions ainsi que les nouvelles gammes Emax 3 ou OT Plus qui viennent tout juste de sortir !
Le gouvernement relance deux dispositifs phares de décarbonation de l’industrie dans le cadre de France 2030
Le gouvernement lance le deuxième appel d’offres Grands projets industriels de décarbonation (AO GPID) dans le cadre du plan d’électrification afin de permettre la poursuite des efforts de décarbonation et d’électrification dans l’industrie, au service d’un objectif triple : réduire de 30 % les émissions industrielles d’ici 2030, renforcer la compétitivité des entreprises, et réduire leurs dépendances en hydrocarbures.
Cet appel d’offres va permettre de soutenir les plus gros projets de décarbonation et d’électrification industrielle en allouant des subventions aux projets les plus performants dans le cadre de contrats de financement à long terme. Seront concernées les activités industrielles existantes soumises au système européen d’échange de quotas d’émission (ETS). Elles devront concerner des solutions de décarbonation qui présentent une maturité suffisante et, en particulier, l’électrification, la modification du mix énergétique et l’amélioration de l’efficacité énergétique.
Un appel à projets « DECARB IND » est également lancé pour soutenir – par une subvention pouvant aller jusqu’à 30 M€ – des projets de décarbonation industrielle représentant un investissement minimal de 3 M€ et permettant de réduire les émissions de carbone du site industriel d’au moins 1 000 tCO2/an.
Ces deux appels à projets seront opérés par l’ADEME dans le cadre du plan France 2030 et concourent à l’objectif de réduction de 55 % des émissions de gaz à effet de serre de l’Union européenne à l’horizon 2030 par rapport à leur niveau de 1990, fixé par la loi européenne sur le climat. Ils visent à accompagner la décarbonation des sites industriels tout en les rendant plus résilients sur le long terme, en particulier en limitant leur exposition au prix des énergies fossiles et à celui du carbone.
L’électrification dans l’industrie ouvre la voie à la digitalisation
L’intégration de nouvelles technologies comme l’IIoT (Internet industriel des Objets) et l’informatique va permettre de piloter les consommations en temps réel et d’optimiser les processus industriels en transformant les usines en systèmes intelligents et interconnectés.
Pour Sébastien Bahor, responsable marketing transformation digitale Schneider Electric France, « la transformation digitale est un concept et une démarche très vastes. Il en va de la mise en place d’un site web à l’implantation de capteurs IoT sur tout un système de production. Au vu des avancées technologiques exponentielles, la transformation digitale est devenue un levier important qui permet aux entreprises de disposer d’un outil de production optimisé, compétitif, agile, innovant et évolutif.
Les capteurs IoT, le Edge Computing, les solutions de contrôle commande de type SCADA, SNCC, les solutions de gestion de type MES, WMS, LMIS, les GTB, les supervisions énergétiques, les logiciels de gestion des réseaux d’énergie de type Grid ou Micro-Grid, les solutions de gestion de la qualité d’énergie, la maintenance prédictive, l’interconnexion des réseaux IT/OT, la connexion d’un ERP avec le système de production, la cybersécurité, les jumeaux numériques, les solutions de type cloud, l’intelligence artificielle, le big data, la structuration des donnés… La liste est longue ».

L’IIoT va permettre, avec la connexion des capteurs, des équipements et des différents systèmes entre eux, de collecter et d’analyser en temps réel des données précises (vibrations, température, bruits anormaux, humidité) pour automatiser et optimiser des processus industriels complexes. Ce réseau interconnecté va donner la possibilité de surveiller la performance des équipements, de détecter des aléas de fonctionnement et de prévoir, si besoin, une maintenance anticipée pour éviter un arrêt de production. Il va aussi permettre de suivre les indicateurs de production et de prendre des décisions fondées sur l’analyse de ces données afin d’améliorer l’efficacité d’une machine ou d’une chaîne de fabrication.
Cet IIoT va faciliter une communication fluide entre les machines et les opérateurs humains, améliorant ainsi la coordination et renforçant la productivité.
Qu’est-ce qu’une digitalisation réussie, avec un impact durable ?
Une digitalisation réussie passe par trois étapes au moins : celle de la conception, suivie par l’opération en temps réel, puis l’optimisation, comme l’explique Sébastien Ory, VP EMEA Partner Ecosystem d’AVEVA : « La conception repose sur la capacité des différents métiers – ingénieurs, mécaniciens, électriciens… – à collaborer pour partager les données dans un environnement commun, une base unique, de façon à accélérer le temps de conception et, plus tard, de mise en service des usines, en réduisant drastiquement le nombre d’erreurs. Dans le cadre des opérations, le temps réel est un élément majeur. Il convient dans ce contexte de mettre les données à la disposition de la production, des données robustes et structurées pour être utilisables de façon efficace.
Pour les entreprises, c’est donc une force d’avoir une plateforme industrielle de données pour assurer leur collecte, leur stockage et leur contextualisation. Cette plateforme sera nécessairement ouverte, pour couvrir l’ensemble des cas d’usage des industriels. Et pour optimiser, l’utilisation d’algorithmes et de l’intelligence artificielle devient clé, en particulier pour prévoir les pannes d’équipements critiques, pour mieux gérer la qualité et pour optimiser les process spécifiques. »
L’évaluation doit permettre de définir quels objectifs on veut atteindre en s’entretenant avec toutes les strates de l’entreprise, de la direction aux opérationnels, en réalisant en parallèle une évaluation des écarts entre la stratégie et la réalité. La deuxième étape peut être de créer des sites pilotes où les solutions digitales sont installées et expérimentées, en réalisant des POC (preuves de concept) sur des machines standards. La dernière étape sera le déploiement des solutions qui ont fonctionné dans les sites pilotes à l’échelle de l’entreprise, suivie d’une démarche d’amélioration continue.
Une digitalisation associée à l’électrification doit également permettre une exploitation durable en alliant performance opérationnelle et objectifs environnementaux par une réduction des coûts d’exploitation, une meilleure qualité des produits, une maintenance prédictive et une réduction des émissions de CO2 avec des données en temps réel permettant d’établir un bilan carbone conforme à la directive CSRD.
L’importance de la mesure de l’énergie
Face aux enjeux de sobriété énergétique et de réduction des coûts, les responsables de l’industrie, des datacenters et des hôpitaux sont à la recherche de solutions à même de mesurer efficacement leur consommation d’énergie, mais aussi la qualité – creux de tension, sauts de tension, interruption, surintensité ou courts-circuits – de cette dernière.
Socomec, spécialiste de la coupure de sécurité, de la commutation de sources, de la conversion d’énergie et de la mesure, a développé DIRIS A-100/A-200, une gamme de centrales de mesure. Dotée d’une précision de classe 0,1, elle répond aux exigences des centres de données, de l’industrie et du milieu hospitalier en matière de surveillance de l’énergie. Elle permet une gestion efficace des systèmes électriques en fournissant de précieuses informations pour l’optimisation de la consommation et la maintenance préventive. Grâce à son serveur web intégré, la centrale DIRIS A-200 contribue à rendre la qualimétrie accessible à tous puisqu’aucun surplus logiciel ni compétence particulière ne sont requis.

Le serveur web de Socomec (WEBVIEW) intégré permet des notifications en temps réel. Une liste de destinataires préalablement établie sera immédiatement avertie – par mail ou SMS – en cas d’événement critique. La personnalisation est par ailleurs au cœur du dispositif, avec la possibilité de créer des tableaux de bord sur mesure (logos, images, contact pour la maintenance, historiques et données de mesure les plus importantes…).
La dernière version WEBVIEW-L, logiciel de surveillance en temps réel et de suivi de la répartition des consommations énergétiques embarqué dans le Datalog H80, offre la possibilité de visualiser jusqu’à 200 équipements de mesure. Avec sa capacité de stockage de 64 Go, elle booste les performances logicielles du plan de mesurage initial qui servira à historiser les données sur plusieurs années, et permet d’intégrer tout autre équipement tiers. Depuis plusieurs années, le système Digiware pour la surveillance de l’énergie de Socomec n’a cessé de s’enrichir de nombreuses fonctionnalités (mesure des courants continus, surveillance des courants de fuite, contrôle d’isolement et localisation de défauts, etc.). La suite logicielle WEBVIEW, a suivi l’évolution du système Digiware pour proposer une solution toujours plus complète dans la gestion de la performance énergétique des installations.

Ce logiciel WEBVIEW donne aux gestionnaires d’énergie d’un site industriel ou exploitants de bâtiments, confrontés au défi de la mise en place d’une démarche de performance énergétique, les moyens d’atteindre leurs objectifs énergétiques afin de respecter les réglementations et de mettre en œuvre un processus d’amélioration continue efficace.

Socomec propose également une nouvelle génération de compteurs AC/DC, COUNTIS P, adaptés à toutes les applications et tous les calibres pour des installations neuves ou retrofit.
Cette nouvelle gamme, composée de compteurs modulaires monophasés et triphasés, allie à la fois facilité d’utilisation, performances, compacité et interfaces de communication multiples pour répondre à tous les besoins, quels que soient le format d’intégration, le type de réseaux ou de charge : jusqu’à 100 A en comptage direct et 10 000 A avec des transformateurs de courants (TC). Les compteurs COUNTIS P sont conformes à la dernière version de la directive MID, garantissant la précision et la fiabilité du comptage, éléments obligatoires dans les applications de refacturation de l’énergie. La certification « module B+D » atteste quant à elle du contrôle de la conception et du process de fabrication des appareils par un laboratoire externe.
L’intelligence artificielle est déjà bien présente dans l’industrie, selon la dernière étude McKinsey
Les applications de l’IA sont déjà nombreuses dans l’industrie et certaines ont déjà été adoptées depuis plusieurs années.
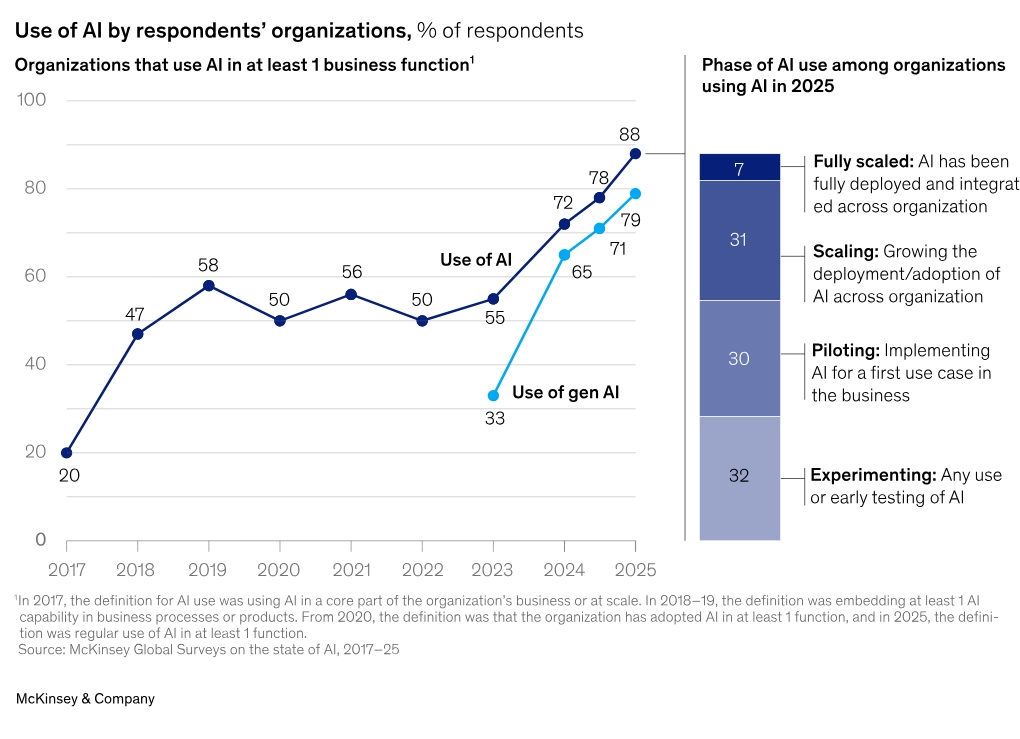
La dernière enquête mondiale McKinsey (The state of AI in 2025: Agents, Innovation and Transformation) sur l’état de l’IA révèle un paysage défini à la fois par une utilisation plus large, y compris la prolifération croissante de l’IA agentique, et par des difficultés de croissance tenaces.
« Notre dernière enquête montre qu’une plus grande proportion de répondants déclare utiliser l’IA par leurs entreprises, bien que la plupart n’aient pas encore évalué ces technologies. La part des répondants affirmant que leurs organisations utilisent l’IA dans au moins une fonction métier a augmenté depuis notre étude l’année dernière : 88 % rapportent une utilisation régulière de l’IA dans au moins une fonction métier, contre 78 % il y a un an.
Dans tous les secteurs, sauf le secteur technologique (qui avait déjà dépassé 90 % de l’utilisation de l’IA), la part des répondants affirmant que leur organisation utilise régulièrement l’IA dans au moins une fonction commerciale a considérablement augmenté depuis notre précédente enquête. Dans la recherche de l’année dernière, des répondants travaillant pour des entreprises technologiques ont déclaré être en avance sur d’autres secteurs en ce qui concerne leur utilisation de l’IA. Désormais, les répondants dans les médias, les télécommunications et l’assurance sont tout aussi susceptibles que ceux de la technologie de signaler l’utilisation de l’IA. »
En examinant des cas d’usage individuels au sein des fonctions métier, les répondants rapportent le plus souvent utiliser l’IA pour capturer des informations ainsi que pour les traiter et les transmettre, par exemple via une interface conversationnelle, dans le soutien au contenu de la stratégie marketing, incluant la rédaction, la génération d’idées et la présentation de connaissances pour élaborer des stratégies marketing et dans l’automatisation des centres de contact ou du service client.
Il reste une disparité selon la taille des entreprises, car nombreuses sont celles – en particulier les plus petites – qui n’ont pas encore intégré l’IA en profondeur dans leurs flux de travail. Bien qu’un tiers seulement des répondants affirment étendre leurs programmes d’IA dans leur organisation, les grandes entreprises, tant en termes de revenus que de nombre d’employés, ont plus de chances d’avoir atteint la phase de montée en production. Près de la moitié des répondants issus d’entreprises ayant plus de 5 milliards de dollars de chiffre d’affaires ont atteint la phase d’échelle, contre 29 % de ceux ayant moins de 100 millions de dollars de revenus.
Des utilisations de l’IA déjà nombreuses dans l’industrie
Des applications de l’IA dédiées à l’optimisation des process, la maintenance prédictive, le contrôle qualité, les achats industriels ou les jumeaux numériques sont déjà largement utilisées dans l’industrie. L’utilisation de l’IA va aussi progresser dans le domaine de la cybersécurité, qui devient une préoccupation majeure pour sécuriser les systèmes à mesure que les opérations deviennent plus connectées.
L’optimisation des process passe par l’optimisation de la chaîne logistique et des stocks en analysant les données de production, les commandes des clients, mais aussi les facteurs externes pouvant influer sur la production pour anticiper les besoins et minimiser les coûts de stockage.
Les résultats de la 11e édition annuelle du rapport sur la situation de la fabrication intelligente de Rockwell Automation révèlent une forte volonté de développer l’automatisation, la manutention autonome des matériaux, la simulation et les capacités pilotées par l’IA, témoignant d’une évolution vers des technologies capables d’optimiser la prise de décision, de s’adapter à la variabilité et de réduire l’exposition aux risques opérationnels. Plutôt que de cibler des cas d’utilisation spécifiques, les entreprises investissent dans des technologies complémentaires pour assurer une exécution de bout en bout.
Management et optimisation des ressources énergétiques
L’optimisation des process passe aussi par une optimisation des ressources énergétiques.
ABB propose la solution SaaS Sensorfact qui s’appuie sur l’IA pour aider les fabricants à digitaliser leurs opérations et à réduire les déchets industriels, notamment en matière de consommation d’énergie.
Pour Loïc Chassignol, directeur marketing Smart Power, ABB Electrification France, « Sensorfact offre une plateforme cloud clé en main avec monitoring en temps réel, conseils experts et 14,3 % d’économies d’énergie en moyenne sur les premiers mois d’utilisation chez nos clients industriels. L’instrumentation des mesures électriques, gaz, air comprimé, etc., se fait sans intrusion et de manière extrêmement simple et rapide par du personnel non spécialement formé.

Pour les industriels, ASKI complète l’offre avec un système de gestion de l’énergie local (EnMS), le pilotage des pics de charge, l’intégration solaire, batteries et bornes e-mobilité, certifié ISO 50001.
Dans un contexte où la hausse des coûts de l’énergie et l’augmentation de la demande représentent un véritable enjeu pour les entreprises et les opérateurs de charge (CPO), ASKI transforme la contrainte énergétique en opportunité. Les organisations peuvent ainsi réduire jusqu’à 40 % leurs pics de charge sans compromettre leurs opérations, optimiser l’autoconsommation photovoltaïque, gérer les systèmes de stockage par batteries et piloter intelligemment la recharge des véhicules électriques et les smart grids. La solution ASKI permet également un suivi en temps réel des consommations et documente les économies réalisées, facilitant la prise de décision et la planification stratégique ».
« Avec ASKI, nous transformons la gestion énergétique en levier de performance, combinant optimisation des charges, intégration des énergies renouvelables et pilotage intelligent des infrastructures », ajoute Charles-Édouard Marcelino, responsable du développement marchés au sein de la division Électrification d’ABB France.

L’intégration de l’Industrial Knowledge Vault (IKV) dans le système de management de l’énergie d’ABB introduit un copilote IA : les opérateurs interrogent leurs données « avec leurs mots », obtiennent des réponses instantanées avec visualisations dynamiques, sans extraction manuelle ni rapports complexes. Les paramétrages passent de plusieurs heures à quelques secondes, démocratisant l’accès à l’analyse énergétique pour tous les niveaux de l’organisation. « Cette offre permet aux utilisateurs EMS d’accéder à des informations sur l’énergie et la durabilité grâce à l’interaction en langage naturel, afin d’améliorer les tableaux de bord, les analyses et les capacités de reporting déjà intégrés dans la solution de gestion énergétique d’ABB utilisée dans plusieurs secteurs tels que l’exploitation minière, la pâte et le papier, les métaux et le ciment. »
Schneider Electric a annoncé en début d’année le lancement de Resource Advisor +, une plateforme de nouvelle génération d’intelligence énergétique et durable.
La plateforme cloud Resource Advisor + et sa suite de produits sont propulsées par des flux de travail pilotés par l’IA et modifient la manière dont les entreprises transforment les données énergétiques et durables en actions. La plateforme unique et la suite de produits spécialement conçus remplacent les outils fragmentés et les données cloisonnées par une expérience unifiée et multiproduit dans un écosystème unique et intelligent, intégrant de manière transparente les produits pour la gestion des émissions et de l’énergie, la durabilité de la chaîne d’approvisionnement, le risque climatique et le reporting de durabilité. L’écosystème Resource Advisor + permet aux entreprises d’unifier les données, d’accélérer la prise de décision et de mener rapidement des initiatives énergétiques et de durabilité à l’échelle de l’entreprise.
Sera est l’agent IA principal au sein de Resource Advisor +, agissant comme un partenaire digital proactif qui interprète les besoins des utilisateurs et coordonne une équipe d’agents spécialisés travaillant en coulisses. Sera et son équipe utilisent cette expertise intégrée pour transformer des données complexes en recommandations claires et exploitables.
L’écosystème Resource Advisor + fait ses débuts avec deux nouveaux produits, Performance carbone et Chaîne d’approvisionnement, suivis plus tard cette année par deux autres produits pour la durabilité : Risques climatiques et Reporting et Conformité, ainsi que des produits d’Énergie et d’Efficacité énergétique pour la gestion de l’énergie.
Pour Steve Wilhite, vice-président Advisory Services global Energy & Sustainability Practice de Schneider Electric Advisory Services, « Resource Advisor + introduit une toute nouvelle façon pour les entreprises de gérer leur performance énergétique et durable, propulsée par l’intelligence de conseil SE et un réseau de capacités d’IA agentiques. En automatisant la complexité et en transformant les données en action, Resource Advisor + permet aux utilisateurs d’accélérer à la fois à l’optimisation énergétique et à la décarbonation ».
Application de l’IA pour la maintenance prédictive
La maintenance prédictive, pour réduire le nombre de pannes et d’arrêts de production imprévus et très coûteux, est l’un des premiers leviers d’adoption de l’IA dans l’industrie. Comme le rappelle Loïc Chassignol, « les entreprises perdent 3 à 5 % de leur production en arrêts non planifiés. La maintenance prédictive réduit ces arrêts de 30 à 50 % et prolonge la durée de vie des équipements de 20 à 40 %. Contrairement à la maintenance préventive calendaire, moins efficace, elle s’appuie sur la surveillance en temps réel. Le nouveau disjoncteur Emax 3 intègre nativement des capteurs de diagnostic et maintenance prédictive, évitant le recours à des interventions non nécessaires et permettant surtout d’anticiper des problèmes potentiels sereinement ».

Des données sont collectées en continu par des capteurs IoT, installés sur des machines ou une chaîne de fabrication, telles que les températures, vibrations, bruit, consommation énergétique. Celles-ci sont collectées à la périphérie ou dans le cloud dans un système de gestion des actifs (EAM) ou un système de gestion de la maintenance assistée par ordinateur (GMAO), tous deux basés sur l’IA. Un modèle de Machine Learning va analyser toutes ces informations, détecter des anomalies et utiliser des modèles prédictifs pour demander une intervention humaine.
L’apport de l’IA pour le contrôle qualité
Le contrôle qualité est sans doute la deuxième application la plus utilisée de l’IA industrielle en introduisant des méthodes plus efficaces et automatisées pour détecter les défauts d’une pièce mécanique, d’une carte électronique ou de marquage d’un produit.
Des caméras couplées à des algorithmes de deep learning vont analyser des images de pièces pour détecter les défauts avec une grande précision, y compris pour des images compliquées.
L’objectif est de réduire le taux de rejet et les retours de produits défectueux en assurant une traçabilité de chaque étape du processus de production. Cela va permettre une diminution des erreurs d’inspection, une répétabilité des résultats et une réduction du taux de faux positifs et faux négatifs.
Ces solutions d’IA ne se limitent pas à la détection instantanée de défauts, elles peuvent permettre d’anticiper les défaillances (maintenance prédictive) ou d’optimiser les processus de contrôle.
Utiliser l’IA pour conserver et partager des informations
Lorsque des employés expérimentés partent à la retraite, la perte de décennies de connaissances techniques et collectives menace la continuité opérationnelle, l’efficacité et l’innovation si elle n’est pas anticipée. Les méthodes traditionnelles de documentation sont souvent fragmentées et leur compilation, leur interprétation et leur application requièrent un effort manuel important.
La solution ABB Ability Industrial Knowledge Vault utilise l’IA générative pour transformer la façon dont les informations sont conservées et partagées, permettant une prise de décision plus intelligente, plus rapide et plus durable. Développé en collaboration avec Microsoft, Industrial Knowledge Vault utilise ABB Genix CoPilot et Microsoft Azure OpenAI Service pour analyser et synthétiser les informations en procédures exploitables, offrant la possibilité aux travailleurs de récupérer les informations sans effort via une interface intuitive et conversationnelle. La solution utilise le langage naturel pour créer des procédures structurées en quelques secondes, éliminant ainsi le besoin d’analyser manuellement les documents. En outre, ses capacités de gestion des normes et des procédures garantissent un accès actualisé, structuré et personnalisé aux connaissances opérationnelles essentielles. Leur conformité ainsi que le contrôle des versions sont également rationalisés. Industrial Knowledge Vault fournit également des conseils et une aide à la décision en temps réel, permettant aux équipes de disposer d’informations instantanées, de réduire la courbe d’apprentissage et d’améliorer les performances opérationnelles. La solution peut être déployée dans un cloud, sur site ou via le service ABB SaaS (software as a service).
« Partout dans le monde, les industries sont confrontées à un manque de connaissances critique, car une génération de travailleurs expérimentés part à la retraite et emporte avec elle sa précieuse expertise, a déclaré Sanjit Shewale, responsable digital monde, au sein de l’activité Process Industries d’ABB. Notre solution Industrial Knowledge Vault s’attaque de front à ce défi en fournissant une plateforme sécurisée et accessible afin d’offrir aux entreprises le pouvoir d’en faire plus avec le numérique. En capturant, préservant et partageant l’ensemble de ces connaissances vitales, les entreprises peuvent assurer la continuité de leurs opérations et permettre à leur personnel de disposer d’informations instantanées pour effectuer leur travail de manière plus intelligente, plus rapide et plus durable. »
L’importance des moteurs dans toutes les activités industrielles
Loïc Chassignol rappelle quelques chiffres qui montrent l’importance des moteurs dans les consommations d’énergie de toutes les industries : « L’Union européenne compte actuellement 8 milliards de moteurs électriques en service, une infrastructure colossale qui structure l’ensemble de l’économie. Ces moteurs ne sont pas anecdotiques : ils consomment près de 50 % de l’électricité totale produite dans l’UE, tant chez les industriels que chez les particuliers.

Au sein des sites industriels, l’importance est encore plus prononcée :
- 70 % de la consommation d’énergie électrique provient directement des moteurs.
- Dans le secteur tertiaire (bâtiments, services), ils représentent 40 % de la consommation.
Ces chiffres illustrent une réalité simple, mais décisive : optimiser l’efficacité d’un moteur, c’est réduire directement et massivement la consommation énergétique d’une usine, d’un port, ou d’une ville. »
Les moteurs électriques sont présents dans pratiquement tous les secteurs d’activité : automatisation et robotique, manutention et logistique, chimie et pharmaceutique, agroalimentaire et transformation, eau et assainissement, métaux, ciment, mines.
Fait central pour les décideurs industriels : 90 % du coût complet d’un moteur correspond à l’électricité consommée pendant son fonctionnement et non à son coût d’acquisition.
Un contexte réglementaire européen pour améliorer le rendement des moteurs
Selon l’Agence Internationale de l’Énergie (2011), améliorer l’efficacité énergétique des moteurs a un effet majeur sur la consommation énergétique globale et la réduction des émissions CO₂. C’est une des raisons pour lesquelles l’Union européenne a introduit des normes réglementaires d’efficacité énergétique mondiales, transformant les standards industriels.
Depuis juillet 2023, l’Union européenne impose aux fabricants de respecter des niveaux d’efficacité minimaux. Pour les moteurs de 75 à 200 kW, la classe IE4 est devenue obligatoire. Cette régulation accélère le renouvellement du parc moteur européen et pousse les industriels vers des solutions toujours plus performantes.
Cependant, la réglementation établit des socles minimums, non des cibles maximales. Les entreprises avant-gardistes adoptent volontairement IE5 et IE6, conscientes que l’efficacité énergétique devient un critère différenciant de compétitivité.
Les classes IE (International Efficiency) constituent une échelle standardisée mondiale. Chaque classe représente un saut d’efficacité par rapport à la précédente :
- IE3 : efficacité premium (niveau standard jusqu’en 2023) ;
- IE4 : efficacité haut de gamme (obligatoire depuis 2023 en EU, pour certaines gammes) ;
- IE5 : efficacité ultra-premium (objectif des avant-gardistes) ;
- IE6 : hyperefficacité (classe anticipée, désormais réalité avec ABB).
ABB propose une gamme de moteurs IE6 avec la technologie SynRM
ABB a révolutionné le secteur avec la technologie Synchronous Reluctance Motor (SynRM), des moteurs magnétiques sans aimants permanents.
« Le rotor ne comporte ni bobinage ni aimant permanent, seulement des tôles d’acier électrique empilées. Contrairement à un moteur asynchrone classique, il n’y a aucun courant induit dans le rotor, donc aucune perte d’énergie dans cette zone. »
Cette approche « magnet-free » combine les meilleures propriétés de deux mondes :
- la simplicité et la fiabilité de maintenance des moteurs asynchrones ;
- la performance énergétique des moteurs à aimants permanents ;
- une efficacité énergétique exceptionnelle. Avec jusqu’à 40 % de pertes réduites versus IE3, les moteurs IE6 SynRM génèrent des économies immédiates. Pour une usine fonctionnant 8 000 heures par an, cette différence se traduit en dizaines de milliers d’euros économisés chaque année ;
- une fiabilité accrue. La température réduite du bobinage (jusqu’à 30 °C plus faible) et celle des roulements (jusqu’à 15 °C plus faible) signifie une élongation de la durée de vie des isolants et des paliers, réduisant les défaillances inopportunes ;
- une maintenance simplifiée. Pas d’aimants permanents, donc pas de dépendance vis-à-vis des terres rares, pas de protocoles spécialisés de maintenance. L’entretien reste au niveau des moteurs asynchrones classiques que tout électricien maîtrise ;
- la compacité. Les versions « High Output » offrent la même puissance dans un cadre jusqu’à 3 tailles plus petit, facilitant l’intégration, réduisant le poids, simplifiant l’installation et les retrofits :
- un rendement sur toute la plage de fonctionnement. Contrairement aux moteurs à aimants permanents (moins efficaces en charge partielle), les SynRM IE6 maintiennent une excellente efficacité, même à vitesses réduites et charges partielles.
Ces moteurs sont disponibles dans une plage de puissance initiale de 110-450 kW (couvrant les applications haute puissance).
La robotique pour accélérer l’automatisation des usines
La robotique, grâce à l’utilisation de capteurs sophistiqués, à l’intégration de l’IA associée à des capacités d’apprentissage automatique, permet d’effectuer des tâches de plus en plus diversifiées et complexes dans tous les secteurs de l’industrie, de l’industrie automobile à l’électronique, en passant par l’industrie agroalimentaire ou pharmaceutique.

Les robots collaboratifs ou cobots sont les plus nombreux pour assister des opérateurs dans des tâches répétitives nécessitant force, précision, dextérité, mais aussi flexibilité. Avec les cobots, il est possible d’automatiser ces processus de manière rentable, même pour les lots de faible volume. Sur un poste de travail typique, un cobot et un employé travaillent côte à côte, chacun effectuant les tâches pour lesquelles il est le mieux adapté.
Ces solutions de robotique permettent dans certaines industries d’améliorer la sécurité au travail en automatisant des tâches dangereuses ou répétitives, la manutention des pièces ou objets lourds, de palettes.
Universal Robots, l’un des principaux fabricants de robots collaboratifs (cobots) utilisés dans un large éventail d’industries, a développé une gamme de cobots adaptés à tous les secteurs industriels. Son dernier modèle, l’UR8 Long, est doté de la même portée de 1 750 mm que son homologue l’UR20, avec un aspect nettement plus fin. Il allie portée, stabilité et précision dans un format robuste, compact et léger, avec une charge utile de 8 kg. Idéal pour les environnements contraints, il s’adapte parfaitement aux tâches industrielles : des soudures complexes à la prise précise de pièces, en passant par l’inspection multipoints.

« L’UR8 Long est un bras robotique intelligent pouvant atteindre des portées jusqu’alors inaccessibles et réaliser des tâches jusqu’alors jamais accomplies. Il est conçu pour aider les opérateurs et les entreprises à travailler plus rapidement, avec davantage de sécurité, tout en faisant moins d’efforts, explique Jean-Pierre Hathout, président d’Universal Robots. Ce robot soulage les opérateurs des tâches pénibles et répétitives de levage, de déplacement ou de manutention. Sa grande portée lui permet de couvrir plus d’espace, et ses fonctionnalités avancées ouvrent de nouvelles perspectives dans l’automatisation de tâches auparavant effectuées manuellement. »
Les applications peuvent être très diversifiées : e-Recycle, entreprise lyonnaise spécialisée dans le reconditionnement d’appareils high-tech, a récemment automatisé son opération d’analyse de smartphones en s’appuyant sur un robot collaboratif Universal Robots. Intégrée par Isycod dans une solution complète, cette technologie assure le chargement et le déchargement des machines de test avec rapidité et précision. Grâce à cette automatisation, e-Recycle peut désormais tester près de 50 téléphones par heure, soit trois fois plus qu’en traitement manuel, tout en maintenant un taux d’erreur quasi nul.
Mais Universal Robots a aussi équipé depuis 10 ans Nichrominox, PME spécialisée dans la fabrication d’accessoires de stérilisation pour dentistes. Nichrominox a successivement intégré plusieurs robots collaboratifs Universal Robots afin d’automatiser diverses cellules de travail pour des tâches aussi variées que le montage, le pliage, l’approvisionnement de machines de marquage laser et le chargement de centres d’usinage.

ABB Robotics développe ses gammes de robots et s’associe à nVidia pour déployer l’IA physique industrielle à grande échelle
ABB Robotics combine la flexibilité des cobots avec des charges utiles et des performances plus élevées, via le lancement de sa famille de cobots PoWa sur le marché mondial des robots collaboratifs en pleine expansion. Une croissance qu’ABB Robotics estime à 20 % par an jusqu’en 2028.
« Les cobots croissent nettement plus vite que les robots industriels traditionnels, motivés par la demande des petites et moyennes entreprises qui commencent leur parcours en automatisation ainsi que des grandes entreprises, explique Andrea Cassoni, responsable des robots collaboratifs chez ABB Robotics. Ces clients recherchent des vitesses et des charges utiles plus élevées, mais aussi une plus grande facilité d’utilisation et des conceptions compactes. Les fabricants établis souhaitent automatiser des applications plus lourdes et à cycles rapides, sans la complexité ni la rigidité opérationnelle des robots industriels traditionnels. Nous répondons à ces besoins avec le lancement mondial de notre famille de cobots PoWa à grande vitesse, un nom qui symbolise ses performances puissantes et industrielles sous une forme compacte de robots collaboratifs. »
ABB Robotics vient également d’annoncer l’intégration des bibliothèques nVidia Omniverse dans RobotStudio® afin de déployer l’IA physique dans l’industrie, en comblant l’écart entre entraînement virtuel et déploiement réel avec une précision pouvant atteindre 99 %. La collaboration vise à combiner la suite de programmation, conception et simulation logicielle d’ABB Robotics, RobotStudio, avec la puissance de simulation physiquement précise des bibliothèques nVidia Omniverse afin de combler le vieux fossé technologique « simulation vers réel ».
La nouvelle solution RobotStudio HyperReality, disponible au second semestre 2026, va transformer la manière dont les industriels montent en cadence leur production, avec des coûts réduits jusqu’à 40 % et un délai de mise sur le marché accéléré de 50 %.
Une large gamme d’applications industrielles est visée, avec un premier projet pilote mené par Foxconn dans l’assemblage d’électronique grand public.
Disposer de plateforme logicielle d’automatisation pour intégrer les robots dans les lignes industrielles existantes
Pour les fabricants de machines et les entreprises manufacturières, la plupart des architectures existantes – souvent cloisonnées entre automates, robots et supervision – ne répondent plus aux exigences d’agilité, de données en temps réel, de maintenance prédictive ou de pilotage à distance.
KEBA, fournisseur de solutions complètes d’automatisation industrielle, propose KeMotion. Partie intégrante de Kemro X, plateforme d’automatisation ouverte et éprouvée sur le marché depuis 2019, cette solution logicielle permet aux fabricants de machines et aux entreprises manufacturières d’intégrer en un temps record des robots au sein de lignes existantes.

Son architecture modulaire et interopérable garantit une intégration fluide avec des technologies tierces via des protocoles standards (EtherCAT, Ethernet IP, Profinet, OPC UA entre autres).
Construite sur Linux et entièrement évolutive, KeMotion propose de contrôler plus de 30 types de robots – les plus répandus et de constructeurs les plus réputés sur le marché – préconfigurés permettant de développer rapidement des applications.

« L’ensemble des robots ainsi que les contrôles machines et procédés font partie d’un projet logiciel unifié où les données sont échangées synchroniquement. Cela se traduit par un gain conséquent de temps et de productivité pour les utilisateurs de KeMotion », souligne Jan Gadras, responsable commercial France de KEBA.
Des robots nombreux dans le secteur de la manutention
Les chariots élévateurs et transpalettes traditionnels sont de plus en plus remplacés par des robots autonomes pour les différentes opérations de manutention, déplacements de charge dans les ateliers ou halls de stockage. Ces robots mobiles autonomes (AMR) sont équipés de caméras, de radars et de capteurs sophistiqués, et utilisent des algorithmes d’intelligence artificielle pour déterminer le trajet optimal et éviter les obstacles fixes ou en mouvement en fonction des caractéristiques de l’installation ou du bâtiment.
Le fabricant danois Mobile Industrial Robots (MiR) propose ainsi une gamme qui comprend aussi bien le MC600, un robot collaboratif mobile associant la base du robot mobile MiR600 aux bras robotiques collaboratifs UR20/UR30 d’Universal Robots (UR). Capable de manipuler des charges utiles allant jusqu’à 600 kg, ce cobot mobile offre un système complet et puissant pour la manipulation d’articles lourds et l’automatisation de tâches telles que la palettisation, la manutention de cartons et la maintenance de machines, ou le MiR1200 Pallet Jack pour le transport de palettes lourdes jusqu’à 1200 kg dans les entrepôts et centres de distribution. Doté d’un système de perception alimenté par l’intelligence artificielle, le robot est capable d’identifier rapidement des palettes standards et filmées, y compris dans des environnements industriels dynamiques intégrant différents formats de palettes.

ABB Robotics a présenté au dernier salon Global Industrie l’AMR P603V, un robot mobile autonome conçu pour les environnements industriels dynamiques. Doté d’une navigation Visual SLAM pilotée par l’IA et d’un entraînement différentiel bidirectionnel, il se déplace avec précision dans des espaces partagés. Avec une capacité de charge maximale de 1 500 kg, l’AMR P603V répond aux besoins de transport de palettes et de sous-ensembles lourds.

« Nos robots mobiles autonomes combinent la vision 3D avec une planification autonome de trajectoires pour offrir à nos clients une nouvelle génération de robots capables de voir, de détecter et de décider, déclare Marc Segura, président d’ABB Robotics Monde. Cette avancée technologique apporte davantage d’intelligence, d’adaptabilité et de simplicité d’utilisation aux opérations intralogistiques. Pour les industriels, les constructeurs automobiles et les acteurs de la logistique, elle ouvre la voie à des flux de travail plus sûrs et plus intelligents, avec un minimum de complexité et un impact immédiat. »
L’AMR P603V s’inscrit dans l’Autonomous Versatile Robotics (AVR™), la vision d’ABB Robotics en matière de robotique autonome et polyvalente, dans laquelle les robots passent d’une tâche à l’autre en temps réel et avec un minimum d’intervention.
Jean-Paul Beaudet





